Continuous improvement is the fundamental foundation of manufacturing. Many get lost seeking solutions in the latest technologies and forget to focus on the goals they hope to accomplish. Technology is an enabler of continuous improvement, not a substitute.
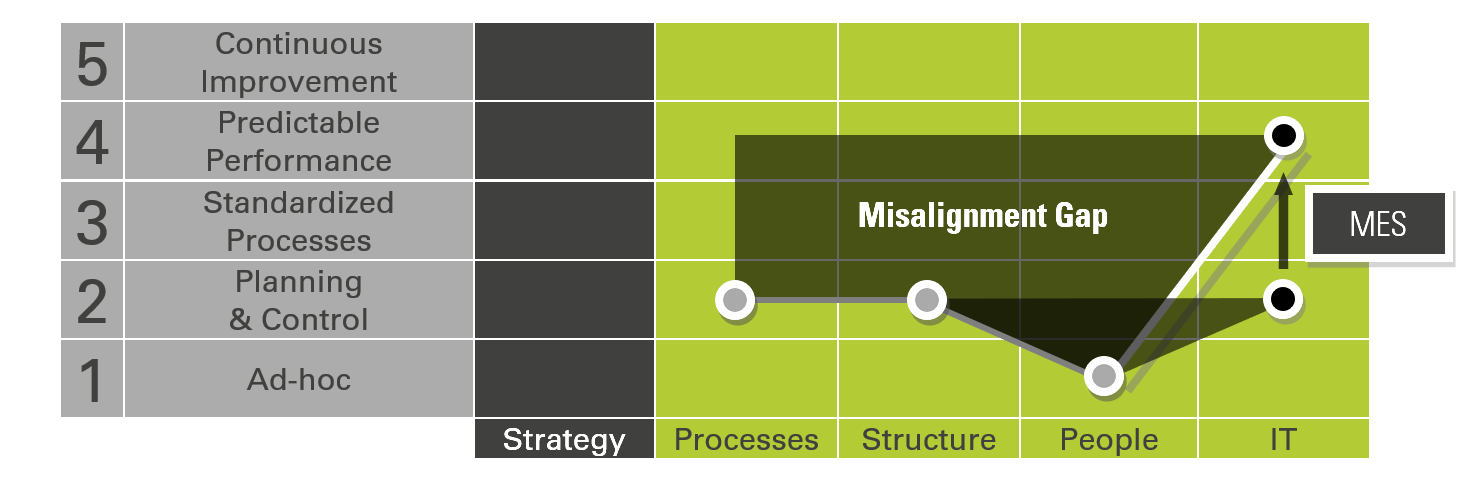
CAT Squared's approach to technology adoption addresses the misalignments between process, structure, employee skillset, and IT. This process ensures our customers will continue to beat their benchmarks, improving operational efficiency long after the initial implementation is complete.
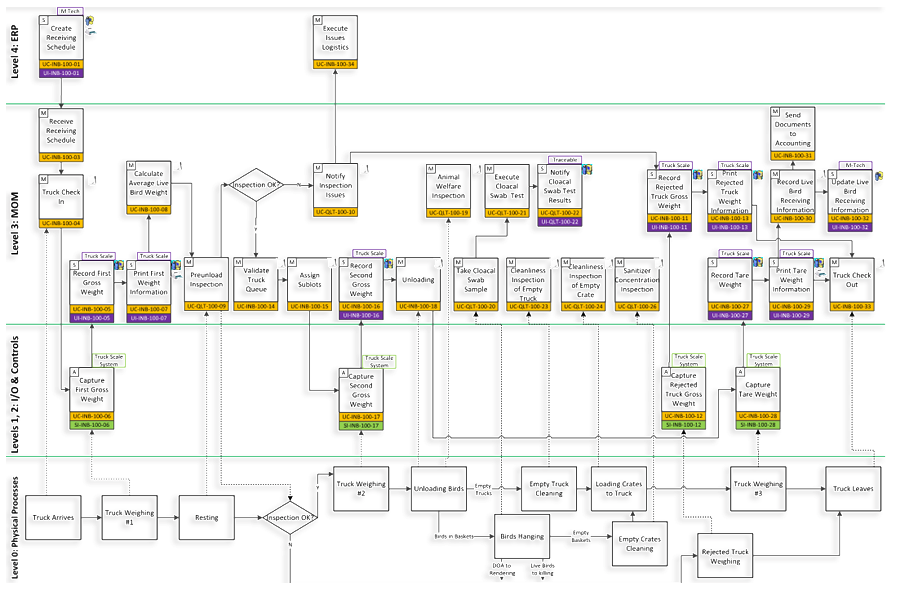
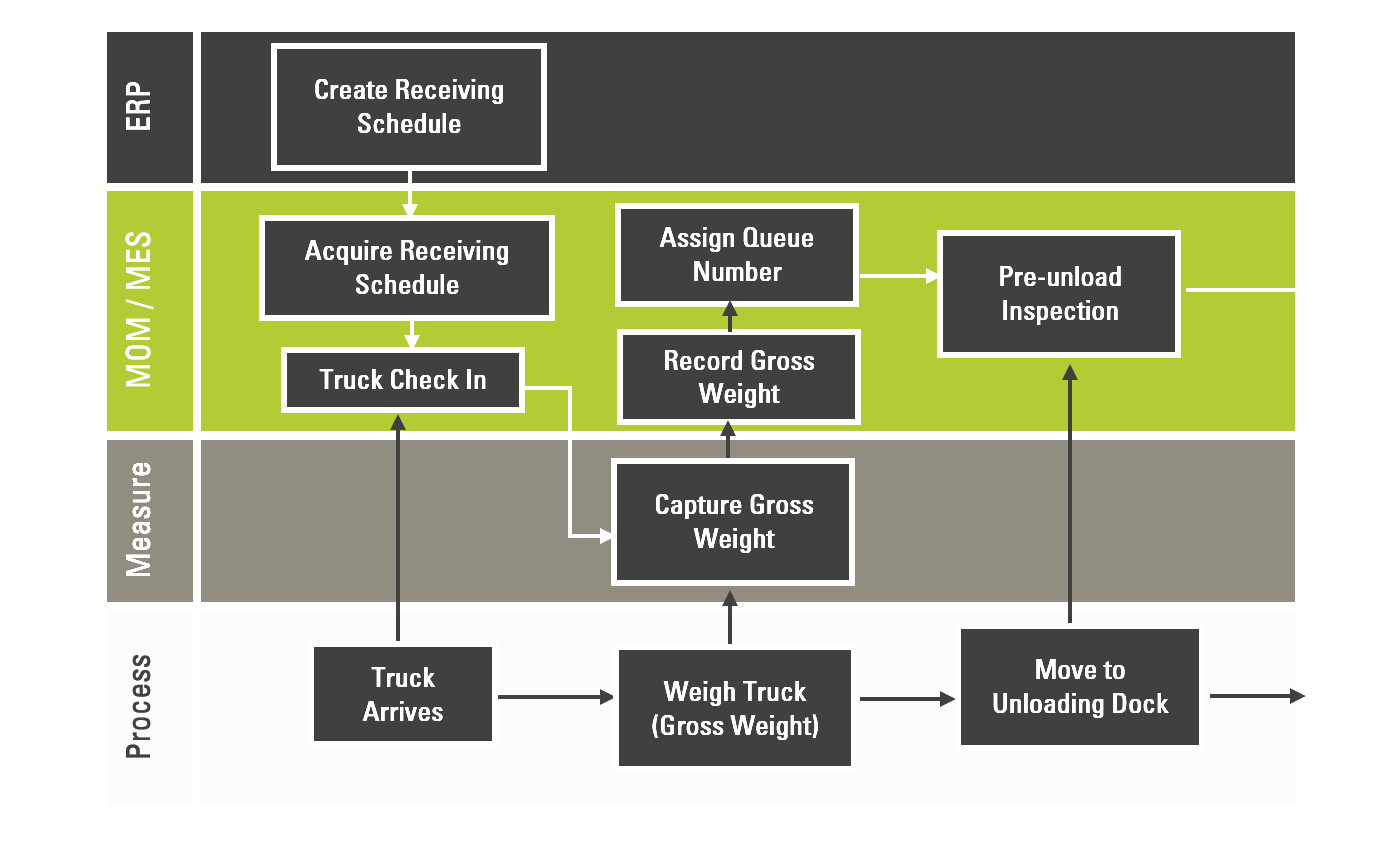
A process map provides a visual understanding of activities occurring on the plant floor, what data is measured during those processes, and how that data flows across the customer’s network.
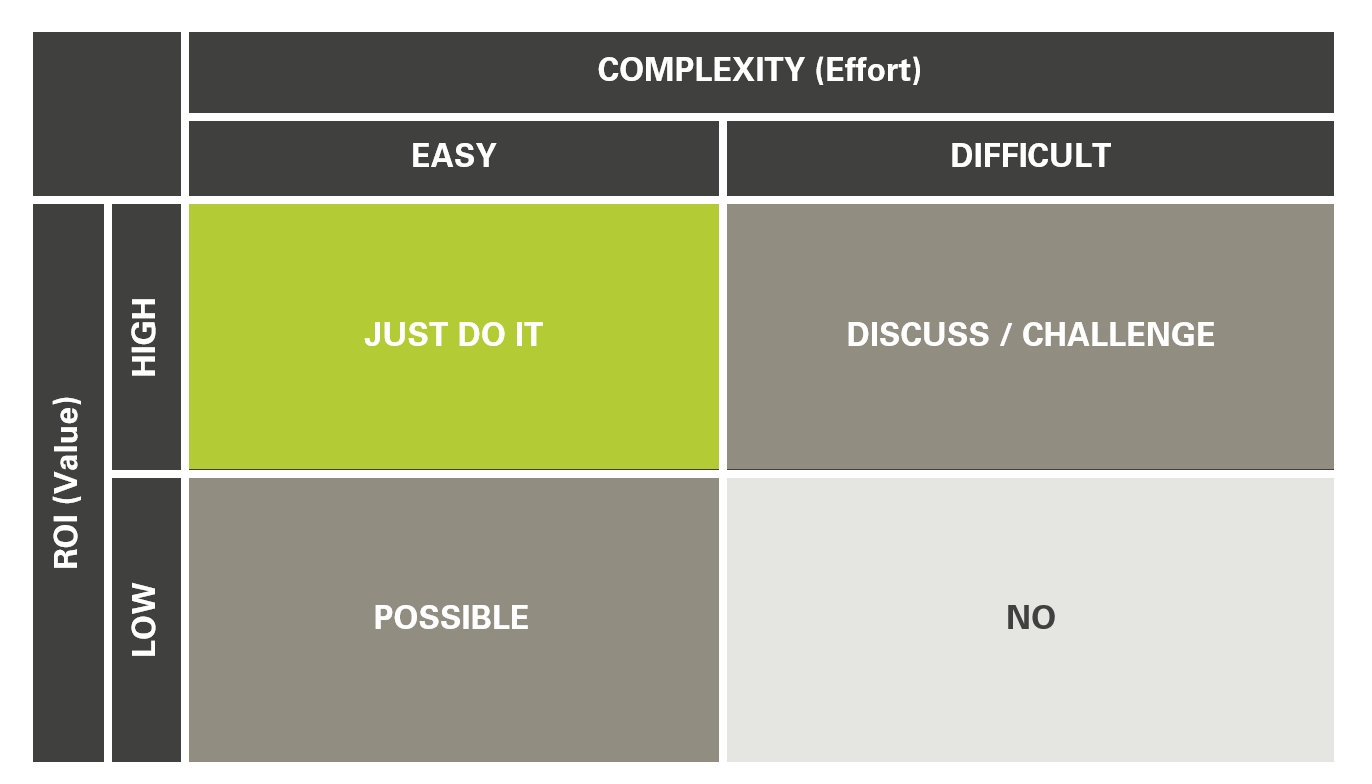
As part of the process mapping exercise, the team defines operational value drivers using a value-driver matrix. This helps our manufacturing customers prioritize project goals and develop measurable key performance indicators (KPIs) for data-driven decision-making. If a goal is determined to have a high ROI and is easy to implement, then it falls in the "Just Do It" quadrant. If a goal is difficult or costly to achieve and will return little value, then it falls into the "NO" quadrant.
A key part of the process-mapping exercise is the gap analysis, where we define our "future state." The objective is to determine exactly how we will achieve the value drivers identified in the previous phase. This includes touring the facility, proposing software solutions, hardware, process engineering and improvements, procedural improvements, etc.